溶接用語tag:w.jisw.com,2016://42010-05-06T18:17:40Zアーク溶接,溶接機,方法,種類,記号,TIG,ガス,スポット,継手,開先等-JIS規格Movable Type 3.21-ja溶接記号tag:w.jisw.com,2007://4.14752007-07-22T14:55:45Z2010-05-06T18:17:40Z溶接記号の用語・定義。溶接を図によって指示するための記号(JIS Z 3021 参照)。JIS Z 3021 には溶接記号の定義・解説など、一覧が表にまとまっている。jiswhttp://www.jisw.com/
溶接記号とは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接現象に定義される用語の一つです。
溶接記号は、溶接の種類、開先の形状・寸法、工場溶接と現場溶接の区別など、溶接に関する事項を図面(設計図面)によって指示するための記号のことです。
溶接記号は、JIS規格においては、以下のJIS規格に規定されています。
『 JIS Z 3021 溶接記号 Symbolic Representation of Welds 』
JIS Z 3021 溶接記号 には、基本記号や補助記号などの溶接記号の規定とその記載例が一覧されて表にまとめられて解説されています。
図 a)矢の側又は手前側の溶接
図 b)矢の反対側又は向こう側の溶接
JIS規格 溶接用語(JIS Z 3001)における、溶接記号の定義は以下です。
分類:アーク溶接 ≫ 溶接現象番号:2624用語:溶接記号定義:
溶接を図によって指示するための記号(JIS Z 3021 参照)。対応英語(参考):
welding symbolISO番号(参考):−
]]>
アーク溶接tag:w.jisw.com,2006://4.13242007-07-22T12:45:40Z2007-07-26T02:32:31Zアーク溶接の用語・定義。アークの熱で行う溶接で、交流アーク溶接及び直流アーク溶接の2種類に大別される。jiswhttp://www.jisw.com/
アーク溶接とは、溶接技術の分野において術語として用いられる溶接用語で、溶接一般の溶接方法に定義される用語の一つです。
アーク溶接とは、溶接方法としては、融接(溶融溶接の略。溶接状態において材料に機械的圧力を加えずに行う接合方法の総称。アーク溶接の他には、ガス溶接、抵抗溶接、テルミット溶接などがある。)に分類される溶接方法の一種で、アークの熱を熱源として行う溶接のことです。
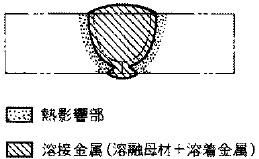
一般的に、アーク溶接は、電極と母材間にアークを発生させて、そのアークに伴うアークエネルギーで母材と溶加材を溶融させ、溶接ビードを形成します。
分類:一般 ≫ 溶接方法番号:1105用語:アーク溶接定義:
アークの熱で行う溶接で、交流アーク溶接及び直流アーク溶接の2種類に大別される。対応英語(参考):
arc welding;
DC arc welding;
AC arc weldingISO番号(参考):857の1.2
溶接金属、熱影響部の模式図
]]>
ガス溶接tag:w.jisw.com,2006://4.13172007-07-22T11:25:10Z2007-07-26T02:33:28Zガス溶接の用語・定義。ガス炎の熱で行う溶接。jiswhttp://www.jisw.com/
ガス溶接とは、溶接技術の分野において術語として用いられる溶接用語で、溶接一般の溶接方法に定義される用語の一つです。
ガス溶接とは、融接(溶融溶接)に分類される溶接方法の一種で、ガス炎の熱を利用して行う溶接のことです。
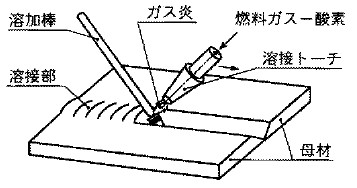
ガス溶接は、一般的にはガス炎の燃料として酸素を使い、溶加材として溶加棒を用いて、ガス炎の熱によって母材と溶加材を加熱・溶融させて溶接金属(溶接部の一部で溶接中に溶融凝固した金属)を作り、これを凝固させて接合します。
分類:一般 ≫ 溶接方法番号:1104用語:ガス溶接定義:
ガス炎の熱で行う溶接。対応英語(参考):
gas welding;
fuel gas weldingISO番号(参考):857の1.4
ガス溶接の関連図
]]>
アンダカットtag:w.jisw.com,2006://4.12902007-07-22T10:35:50Z2007-07-26T02:31:06Zアンダカットの用語・定義。溶接の止端に沿って母材が掘られて、溶着金属が満たされないで溝となって残っている部分。jiswhttp://www.jisw.com/
アンダーカットとは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接部の欠陥に定義される用語の一つです。アンダーカットは、溶接の止端に沿って母材が掘られて、溶着金属{溶加材から溶接部(溶接金属及び熱影響部を含んだ部分)に移行した金属}が満たされないで溝となって残っている部分のことで、溶接欠陥の一種です。
分類:アーク溶接 ≫ 溶接部の欠陥番号:2801用語:アンダカット定義:
溶接の止端に沿って母材が掘られて、溶着金属が満たされないで溝となって残っている部分。対応英語(参考):
undercutISO番号(参考):6520の5011、5012
アンダカットの参考図
]]>
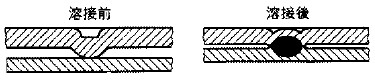
プロジェクション溶接tag:w.jisw.com,2006://4.16082007-07-22T09:45:11Z2007-07-26T02:35:27Zプロジェクション溶接の用語・定義。一母材の溶接箇所に形づくられた突起部を接触させて電流を通し、抵抗熱の発生を比較的小さい特定の部分に限定するようにして行う抵抗溶接。jiswhttp://www.jisw.com/
プロジェクション溶接とは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接方法に定義される用語の一つです。
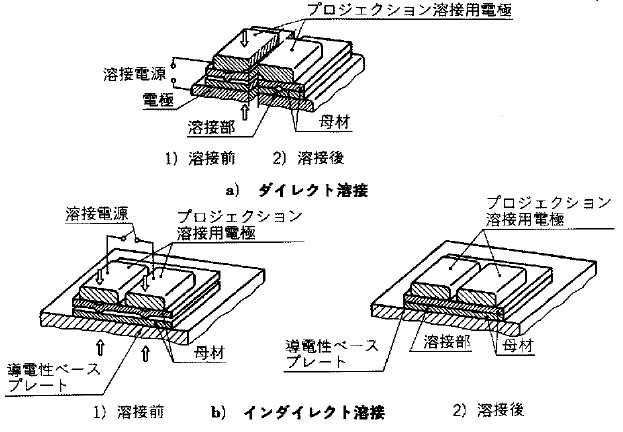
プロジェクション溶接は、抵抗溶接(溶接継手部に大電流を流し、ここに発生する抵抗熱によって加熱し、圧力を加えて行う溶接)の一種で、以下の参考図のように母材の溶接箇所にプロジェクション(突起部)を設けて、この突起部分に電流を集中して流し、加熱すると同時に加圧接合する抵抗溶接です。
プロジェクション溶接は、母材に設けた突起部に集中して通電させるため、溶接する母材の板厚が異なる場合でも小電流で電流密度を高くすることができるので、確実なナゲット(重ね抵抗溶接において、溶接部に生じる溶融凝固した部分)を形成し、良好な溶接を行うことができます。
分類: 抵抗溶接 ≫ 溶接方法番号:3111用語:プロジェクション溶接定義:
母材の溶接箇所に形づくられた突起部を接触させて電流を通し、抵抗熱の発生を比較的小さい特定の部分に限定するようにして行う抵抗溶接。図のように加工して突起部を作る場合と、板の角や丸棒の交差など初めからある突起を利用する場合とがある。対応英語(参考):
resistance projection welding;
projection weldingISO番号(参考):857の1.3.4
プロジェクション溶接の参考図
プロジェクション溶接の関連図
]]>
ティグ溶接(TIG溶接)tag:w.jisw.com,2006://4.13782007-07-22T08:05:01Z2007-07-26T02:36:58Zティグ溶接(TIG溶接)の用語・定義。非溶極式のイナートガス溶接で、タングステン又はタングステン合金を電極とする溶接。jiswhttp://www.jisw.com/
ティグ溶接(TIG溶接)とは、溶接技術の分野において術語として用いられる溶接用語の一つで、アーク溶接の溶接方法に定義される用語の一つです。
ティグ溶接(TIG溶接)は、アーク溶接(アークを熱源とする溶接)に分類される溶接で、イナートガスアーク溶接の一種です。
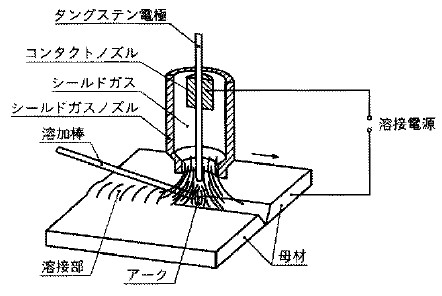
ティグ溶接(TIG溶接)は、シールドガスとしてAr(アルゴン)やHe(ヘリウム)などのイナートガス(不活性ガス)を用い、電極にはタングステン或いはタングステン合金を用いることから、ティグ溶接:TIG溶接(Tungsten Inert Gas welding)と呼ばれます。
ティグ溶接(TIG溶接)は、プラズマ溶接などと同じように、溶接材料に溶加棒を用い、電極(一般にタングステン電極)が溶接材料とはならない非溶極式(非消耗電極式)のガスシールドアーク溶接です。
分類: アーク溶接 ≫ 溶接方法番号:2113用語:ティグ溶接定義:
非溶極式のイナートガス溶接で、タングステン又はタングステン合金を電極とする溶接。対応英語(参考):
TIG (tungsten inert gas) welding;
gas tungsten arc welding;
tungsten inert gas arc weldingISO番号(参考):857の1.2.11
ティグ溶接(TIG溶接)の関連図
]]>
アークストライクtag:w.jisw.com,2006://4.12882007-07-22T07:02:58Z2007-07-26T02:39:25Zアークストライクの用語・定義。母材の上に瞬間的にアークを飛ばし直ちに切ること。又はそれによって起こる欠陥。jiswhttp://www.jisw.com/
アークストライクとは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接現象に定義される用語の一つです。アークストライクは、アーク溶接(アークを熱源とする溶接(融接))の際に、母材の上に瞬間的にアークを飛ばして直ぐに切ることの意味と、その現象によって溶接部(溶接金属及び熱影響部を含んだ部分の総称)に生じる溶接欠陥を意味する場合もあります。
分類:アーク溶接 ≫ 溶接現象番号:2601用語:アークストライク定義:
母材の上に瞬間的にアークを飛ばし直ちに切ること。又はそれによって起こる欠陥。対応英語(参考):
arc strike;
stray flash;
stray arcingISO番号(参考):−]]>
開先(かいさき)tag:w.jisw.com,2006://4.14382007-07-22T05:23:46Z2007-07-26T02:50:46Z開先(かいさき)の用語・定義。溶接する母材間に設ける溝。グルーブともいう。開先の標準形状は 2414 I形開先〜2422 H形開先 のとおりとする。jiswhttp://www.jisw.com/
開先とは、溶接技術の分野において術語として用いられる溶接用語の一つで、アーク溶接の溶接継手に定義される用語の一つです。
開先とは、グルーブ(Groove)ともいい、溶接を行う母材間に設ける溝のことです。
開先形状としては、I形、V形、レ形、X形、U形、K形、J形、両面J形、H形があります。
開先を設けて行う開先溶接は、継手形状としては、突合せ継手、T継手、十字継手、角継手に適用されます。なお、開先は、”かいさき”と読みます。
分類: アーク溶接 ≫ 溶接継手番号:2413用語:開先(かいさき)定義:
溶接する母材間に設ける溝。グルーブともいう。開先の標準形状は 2414 I形開先〜2422 H形開先 のとおりとする。対応英語(参考):
grooveISO番号(参考):−]]>
ブローホールtag:w.jisw.com,2006://4.15822007-07-22T04:19:48Z2007-07-26T02:52:52Zブローホールの用語・定義。溶着金属中に生じる球状又はほぼ球状の空洞。jiswhttp://www.jisw.com/
ブローホールとは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接部の欠陥に定義される用語の一つです。
ブローホールは、溶接部における溶接欠陥の一種で、溶着金属(溶加材から溶接部に移行した金属)の中に発生する球状の空洞(気孔)のことです。
アーク溶接では溶接部はアーク雰囲気中で溶融金属が高温にさらされるので、多くの酸素、水素、窒素などのガスを吸収し、それらのガスが表面に浮き上がる前に凝固することによってできる空洞(気孔)がブローホールになります。
分類: アーク溶接 ≫ 溶接部の欠陥番号:2805用語:ブローホール定義:
溶着金属中に生じる球状又はほぼ球状の空洞。対応英語(参考):
blowhole;
gas poreISO番号(参考):6520の2011]]>
溶接JIS規格【溶接機】tag:w.jisw.com,2006://4.19482007-07-22T03:28:50Z2007-07-26T02:55:06Z溶接関連のJIS規格における溶接機関連の溶接JIS規格のリスト。jiswhttp://www.jisw.com/
溶接関連のJIS規格において、溶接機関連の溶接JIS規格を以下にリストアップします。
【 溶接機 】
JIS C3404
溶接用ケーブル
JIS C9300-1
アーク溶接装置―第1部:アーク溶接電源
JIS C9300-6
アーク溶接装置―第6部:限定使用率被覆アーク溶接電源
JIS C9302
溶接棒ホルダ
JIS C9303
単相交流式定置形スポット溶接機
JIS C9304
スポット溶接用電極
JIS C9305
抵抗溶接機通則
JIS C9307
プロジェクション溶接機
JIS C9309
溶接機電気回路用図記号
JIS C9310
溶接機用電気回路図
JIS C9311
交流アーク溶接機用電撃防止装置
JIS C9313
重ね抵抗溶接機用制御装置
JIS C9317
ポータブル・スポット溶接機用溶接変圧器
JIS C9318
ポータブル・スポット溶接機用水冷二次ケーブル
JIS C9319
抵抗溶接機用サイリスタスタック
JIS C9320
抵抗溶接機用ロータリスイッチ
JIS C9321
コンデンサ式スポット溶接機
JIS C9323
抵抗溶接機用変圧器−全変圧器に適用する一般仕様
ヒュージングtag:w.jisw.com,2006://4.19352006-09-26T13:47:37Z2006-09-26T13:53:16Zヒュージングの用語・定義。溶射皮膜のち密化及び結合性の強化のための再溶融処理。jiswhttp://www.jisw.com/
ヒュージングとは、溶接技術の分野において術語として用いられる溶接用語で、溶射に定義される用語の一つです。
ヒュージングは、溶射(溶融又はそれに近い状態の金属又は非金属溶射材料を母材の表面に吹き付けて皮膜を形成する方法)に関連する用語の一つで、溶射皮膜(溶射を行うことよって形成された母材表面の皮膜)の再溶融処理のことです。
ヒュージングは、溶射皮膜を緻密にするとともに結合性を高めるために行われます。
分類: 溶射番号:9011用語:ヒュージング定義:
溶射皮膜のち密化及び結合性の強化のための再溶融処理。対応英語(参考):
fusingISO番号(参考):−]]>
漸変皮膜tag:w.jisw.com,2006://4.19342006-09-26T13:39:31Z2006-09-26T13:47:23Z漸変皮膜(ざん変皮膜)の用語・定義。溶射皮膜の組成が積層間で連続的に変わるように作られた溶射皮膜。傾斜皮膜ともいう。jiswhttp://www.jisw.com/
漸変皮膜とは、溶接技術の分野において術語として用いられる溶接用語で、溶射に定義される用語の一つです。
漸変皮膜は、溶射(溶融又はそれに近い状態の金属又は非金属溶射材料を母材の表面に吹き付けて皮膜を形成する方法)に関連する用語の一つで、溶射皮膜(溶射を行うことよって形成された母材表面の皮膜)の一種です。
漸変皮膜は、傾斜皮膜とも言われ、連続的に変化する積層の溶射皮膜のことです。
漸変皮膜は、”ざん変皮膜”と読みます。
分類: 溶射番号:9010用語:ざん(漸)変皮膜定義:
溶射皮膜の組成が積層間で連続的に変わるように作られた溶射皮膜。傾斜皮膜ともいう。対応英語(参考):
grantated coating;
graded coatingISO番号(参考):−]]>
溶射皮膜tag:w.jisw.com,2006://4.19332006-09-26T13:02:44Z2006-09-26T13:10:12Z溶射皮膜の用語・定義。溶射によって作られた皮膜、被覆層。jiswhttp://www.jisw.com/
溶射皮膜とは、溶接技術の分野において術語として用いられる溶接用語で、溶射に定義される用語の一つです。
溶射皮膜は、溶射(溶融又はそれに近い状態の金属又は非金属溶射材料を母材の表面に吹き付けて皮膜を形成する方法)に関連する用語の一つで、溶射を行うことよって形成された母材(基材)表面の皮膜のことです。
分類: 溶射番号:9009用語:溶射皮膜定義:
溶射によって作られた皮膜、被覆層。対応英語(参考):
spray deposit;
sprayed coatingISO番号(参考):−]]>
爆発溶射tag:w.jisw.com,2006://4.19322006-09-26T12:54:41Z2006-09-26T13:02:15Z爆発溶射の用語・定義。酸素・アセチレン混合ガス中に微粉末の溶射材料を浮遊させ、混合ガスを爆発させて行う溶射。jiswhttp://www.jisw.com/
爆発溶射とは、溶接技術の分野において術語として用いられる溶接用語で、溶射に定義される用語の一つです。
爆発溶射は、溶融又はそれに近い状態の金属又は非金属溶射材料を母材の表面に吹き付けて皮膜を形成する溶射における溶射の方式の一種です。
爆発溶射は、溶射ガンの内部で微粉末の溶射材料を混入した酸素とアセチレンなどの可燃性ガスとの混合ガスを爆発させることにより、その爆発エネルギーを用いて溶射材料を母財の表面に吹き付けて皮膜を形成する溶射の方法のことです。
分類: 溶射番号:9008用語:爆発溶射定義:
酸素・アセチレン混合ガス中に微粉末の溶射材料を浮遊させ、混合ガスを爆発させて行う溶射。対応英語(参考):
detonation flame sprayingISO番号(参考):−]]>
粉末式溶射tag:w.jisw.com,2006://4.19312006-09-26T12:49:37Z2006-09-26T12:52:29Z粉末式溶射の用語・定義。粉末状の溶射材料を用いて行うフレーム溶射。jiswhttp://www.jisw.com/
粉末式溶射とは、溶接技術の分野において術語として用いられる溶接用語で、溶射に定義される用語の一つです。
粉末式溶射は、溶融又はそれに近い状態の金属又は非金属溶射材料を母材の表面に吹き付けて皮膜を形成する溶射のうち、フレーム溶射(酸素・燃料ガス炎の熱を用いて溶射材料を溶融又はそれに近い状態の粒子にして行う溶射)の一種です。
粉末式溶射は、粉末式フレーム溶射とも言われ、粉末状の溶射材料を用いて行うフレーム溶射のことです。
分類: 溶射番号:9007用語:粉末式溶射定義:
粉末状の溶射材料を用いて行うフレーム溶射。対応英語(参考):
powder flame sprayingISO番号(参考):−]]>
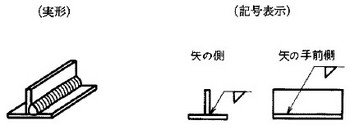 図 a)矢の側又は手前側の溶接
図 a)矢の側又は手前側の溶接
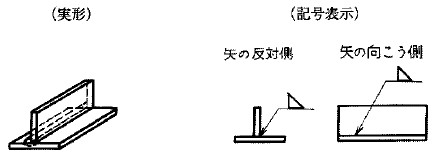 図 b)矢の反対側又は向こう側の溶接
JIS規格 溶接用語(JIS Z 3001)における、溶接記号の定義は以下です。
図 b)矢の反対側又は向こう側の溶接
JIS規格 溶接用語(JIS Z 3001)における、溶接記号の定義は以下です。
 ]]>
]]>
 ]]>
]]>
 ]]>
]]>
 プロジェクション溶接の関連図
プロジェクション溶接の関連図
 ]]>
]]>
 ]]>
]]>