インダイレクトスポット溶接
インダイレクトスポット溶接とは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接方法に定義される用語の一つです。
インダイレクトスポット溶接は、抵抗溶接(溶接継手部に大電流を流し、ここに発生する抵抗熱によって加熱し、圧力を加えて行う溶接)の一種であるスポット溶接のうち、電流の流し方(通電方法)により分類されるスポット溶接の一つです。
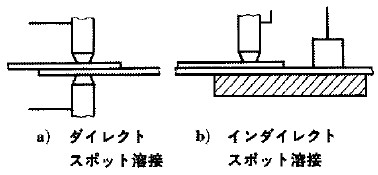
インダイレクトスポット溶接は、以下の関連図[図b)]のように、片方の電極(図bの右側の四角の電極)が、スポット溶接を行う位置にある電極(図b)の左側の電極)と同じ側の面の別の位置にあって、電流が母材を通って通電することにより、接合する方式のスポット溶接です。
インダイレクトスポット溶接は、片側の母材板の表面にスポット溶接痕を残したくない部分のスポット溶接や、裏面側に電極を配置することが困難な場合などに用いられるスポット溶接の方法です。
JIS規格 溶接用語(JIS Z 3001)における、インダイレクトスポット溶接の定義は以下です。
分類: 抵抗溶接 ≫ 溶接方法番号:3106
用語:インダイレクトスポット溶接
定義:
シリーズ通電のような電流の流し方で、1か所だけ溶接するスポット溶接[図b)参照]。対応英語(参考):
indirect spot weldingISO番号(参考):−
ダイレクトスポット溶接、インダイレクトスポット溶接の関連図