ダイレクトスポット溶接
ダイレクトスポット溶接とは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接方法に定義される用語の一つです。
ダイレクトスポット溶接は、抵抗溶接(溶接継手部に大電流を流し、ここに発生する抵抗熱によって加熱し、圧力を加えて行う溶接)の一種であるスポット溶接のうち、電流の流し方(通電方法)により分類されるスポット溶接で、直接、板厚方向に電流を流して溶接するスポット溶接のことです。
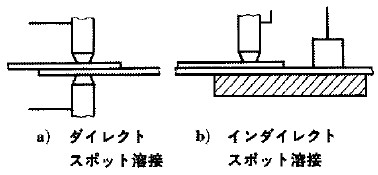
ダイレクトスポット溶接は、以下の関連図のように、重ね合わせた母材(溶接継手)の両側に電極を配置して挟み込むことにより、両側で接触させた電極から直接、板厚方向へ溶接電流を通電・加圧することによりスポット溶接を行う方法です。
JIS規格 溶接用語(JIS Z 3001)における、ダイレクトスポット溶接の定義は以下です。
分類: 抵抗溶接 ≫ 溶接方法番号:3105
用語:ダイレクトスポット溶接
定義:
溶接継手を直接、電極で加圧し、板厚方向へ溶接電流を流して行うスポット溶接[3106の図a)参照]。対応英語(参考):
direct spot weldingISO番号(参考):−
ダイレクトスポット溶接、インダイレクトスポット溶接の関連図