溶込み不良
溶込み不良とは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接部の欠陥に定義される用語の一つです。
溶込み不良は、溶接部における溶接欠陥の一種で、欠陥が表面からは確認できない内部欠陥の一つです。
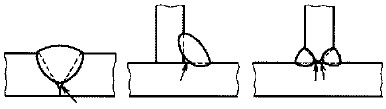
溶込み不良は、完全溶込み(継手の板厚の全域にわたっている溶込み)溶接継手の場合に、以下の参考図のように、溶け込まない部分が生じる溶接欠陥のことです。
溶込み不良は、静的強さ、構造物の延性、疲れ強さ、ぜい性破壊などの溶接部の性能に影響を及ぼしうる溶接欠陥です。条件によっては、腐食、応力腐食割れ、腐食疲れなどの溶接部の性能に影響を及ぼす場合もあります。
溶込み不良の防止対策には以下のようなことが有効とされます。
・開先形状を適正に保つ(ルート間隔過小、ルート面過大、開先角度の過小などを避ける)。
・次の層(又は次のパス)の溶接前の形状の修正。
・適正な溶接条件で行う(入熱、電流など)。
・裏ガウジング(裏はつり)を適正に行う。
・自動溶接においては開先ならいを適正化する。
JIS規格 溶接用語(JIS Z 3001)における、溶込み不良の定義は以下です。
分類: アーク溶接 ≫ 溶接部の欠陥番号:2810
用語:溶込み不良
定義:
完全溶込み溶接継手の場合に溶け込まない部分があること。対応英語(参考):
lack of penetration;
incomplete penetrationISO番号(参考):6520の402
溶込み不良の参考図