ティグ溶接(TIG溶接)
ティグ溶接(TIG溶接)とは、溶接技術の分野において術語として用いられる溶接用語の一つで、アーク溶接の溶接方法に定義される用語の一つです。
ティグ溶接(TIG溶接)は、アーク溶接(アークを熱源とする溶接)に分類される溶接で、イナートガスアーク溶接の一種です。
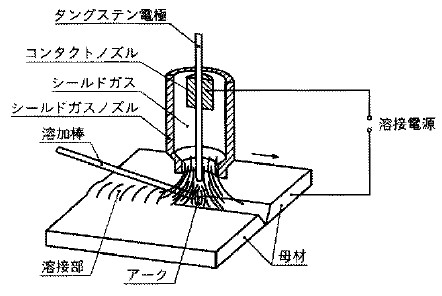
ティグ溶接(TIG溶接)は、シールドガスとしてAr(アルゴン)やHe(ヘリウム)などのイナートガス(不活性ガス)を用い、電極にはタングステン或いはタングステン合金を用いることから、ティグ溶接:TIG溶接(Tungsten Inert Gas welding)と呼ばれます。
ティグ溶接(TIG溶接)は、プラズマ溶接などと同じように、溶接材料に溶加棒を用い、電極(一般にタングステン電極)が溶接材料とはならない非溶極式(非消耗電極式)のガスシールドアーク溶接です。
ティグ溶接(TIG溶接)は、他のアーク溶接による溶接金属(溶接部の一部で、溶接中に溶融凝固した金属)に比べ、溶接金属の清浄度が高く、一般的には、じん性、延性、耐食性にも優れ、また、溶接金属の表面が酸化しにくいので、スラグがほとんど発生せずに光沢のあるビードが得られるという特徴がある溶接です。
また、ティグ溶接(TIG溶接)は、炭素鋼、ステンレス鋼、低合金鋼のほか、各種合金鋼(ニッケル合金、銅合金、チタン合金、アルミニウム合金、マグネシウム合金、ジルコニウム合金など)にも幅広く適用できる溶接方法です。
ティグ溶接(TIG溶接)のそのほかの特徴としては、あまり能率的ではないが、一般的に全姿勢での溶接が可能であることなどが挙げられます。
JIS規格 溶接用語(JIS Z 3001)における、ティグ溶接(TIG溶接)の定義は以下です。
分類: アーク溶接 ≫ 溶接方法番号:2113
用語:ティグ溶接
定義:
非溶極式のイナートガス溶接で、タングステン又はタングステン合金を電極とする溶接。対応英語(参考):
TIG (tungsten inert gas) welding;
gas tungsten arc welding;
tungsten inert gas arc weldingISO番号(参考):857の1.2.11
ティグ溶接(TIG溶接)の関連図