サブマージアーク溶接
サブマージアーク溶接とは、溶接技術の分野において術語として用いられる溶接用語の一つで、アーク溶接の溶接方法に定義される用語の一つです。
サブマージアーク溶接は、アーク溶接(アークを熱源とする溶接)の一種であり、自動アーク溶接(溶接ワイヤの送りが自動的にでき、連続的に溶接が進行する装置を用いて行うアーク溶接)に用いられる溶接です。
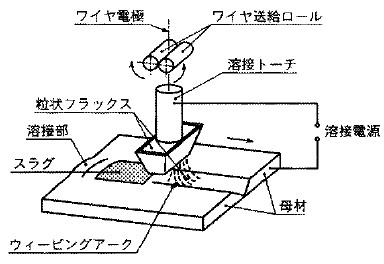
サブマージアーク溶接は、溶接線上にあらかじめ粒状のフラックスを散布しておいて、その中に溶接ワイヤを自動的に送込み、フラックス中において溶接ワイヤと母材との間のアークから生じるアーク熱で溶接する方法です。
サブマージアーク溶接において、フラックスはアークと溶接金属を覆って大気の侵入を妨げて、フラックス自身もアーク熱で溶融してスラグを形成し、溶融金属を覆って大気を遮断します。
サブマージアーク溶接の最大の長所としては、大電流での溶接や多電極溶接ができることにより、他の溶接方法に比べ、溶着速度が非常に高いことがあります。そのほかにも、ヒューム、スパッタ、アーク光の発生がほとんどなく、溶接時の風の影響も受けにくいといった長所があります。
一方、サブマージアーク溶接の短所としては、溶接姿勢が下向、水平横向に限られる、設備費が高いことなどが挙げられます。
JIS規格 溶接用語(JIS Z 3001)における、サブマージアーク溶接の定義は以下です。
分類: アーク溶接 ≫ 溶接方法番号:2117
用語:サブマージアーク溶接
定義:
フラックス中において、溶接ワイヤと母材との間のアークから生じるアーク熱で溶接する方法。主として自動アーク溶接に用いられる。対応英語(参考):
submerged arc weldingISO番号(参考):857の1.2.5
サブマージアーク溶接の関連図