アーク溶接
アーク溶接とは、溶接技術の分野において術語として用いられる溶接用語で、溶接一般の溶接方法に定義される用語の一つです。
アーク溶接とは、溶接方法としては、融接(溶融溶接の略。溶接状態において材料に機械的圧力を加えずに行う接合方法の総称。アーク溶接の他には、ガス溶接、抵抗溶接、テルミット溶接などがある。)に分類される溶接方法の一種で、アークの熱を熱源として行う溶接のことです。
一般的に、アーク溶接は、電極と母材間にアークを発生させて、そのアークに伴うアークエネルギーで母材と溶加材を溶融させ、溶接ビードを形成します。
アークを発生させるには、直流或いは交流に接続した二つの電極を接触させて通電し、通電中に引き離す際に、その間隔を小さく保つことにより、両電極間にアークが形成されます。
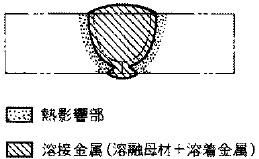
一般に二枚の板をアーク溶接すると、下図の模式図のように、アーク溶接の接合部は、溶接金属(WM)、熱影響部(HAZ)、熱影響を受けない母材(BM)からなる異なる性質をもつ金属の連続的集合体になります。
アーク溶接は、大別すると、交流アーク溶接と直流アーク溶接の2種類のアーク溶接があります。
代表的なアーク溶接としては、被覆アーク溶接、ティグ溶接(TIG溶接)、ガスシールドアーク溶接(ミグ溶接、マグ溶接)、サブマージアーク溶接、セルフシールドアーク溶接、スタッド溶接、エレクトロガスアーク溶接などがあります。
JIS規格 溶接用語(JIS Z 3001)における、アーク溶接の定義は以下です。
分類:一般 ≫ 溶接方法番号:1105
用語:アーク溶接
定義:
アークの熱で行う溶接で、交流アーク溶接及び直流アーク溶接の2種類に大別される。対応英語(参考):
arc welding;
DC arc welding;
AC arc weldingISO番号(参考):857の1.2
溶接金属、熱影響部の模式図